Certifications
Certification has many benefits to the food, pharmaceutical and chemical industries. However, the main benefits are the fact that certification leads to enhanced quality control and improved quality. This improves food safety and purity for consumers. It also ensures food production complies with international standards and allows uniform standards in the industry.
There are many different types of certifications in place that monitor many different variables throughout the entire production process, placing an emphasis on safety, quality ingredients and a responsible management of resources. There are other certifications are in place to ensure that the production process adheres to Religious guidelines as well. Two of the more common certifications include; Kosher certified products and Halal certified products.
What Is a Kosher Product?
Kosher is derived from a Hebrew word and means “right and proper.” Some may also define it as “suitable and pure.” It also means fit to eat.
In order for a food to be considered kosher, each stage of the food’s production, handling and manufacturing must adhere to strict biblical laws, which dictate the foods a Jewish person can consume and the way they have been prepared. These standards have their origins in Jewish law. Those who consume kosher food have made a pledge to eat foods that have been prepared in a clean environment and to consume pure foods. In summary, if a food or chemical is kosher, it will have been prepared in accordance with Jewish food laws.
How Do Chemical Manufacturers and Distributors Adhere to These Rules?
Manufacturers and distributors who prepare kosher foods will work alongside a rabbi. It is a rabbi’s role to provide guidance for the production of kosher food, and they will also provide kosher certification. Rabbis will carry out an audit to ensure that all ingredients are kosher, and they’ll hold an inspection of all raw materials and the paperwork connected with these ingredients.
Manufacturers and distributors are obliged to keep a database of the current kosher requirements and to comply with them. Machinery and packaging must also meet strict kosher requirements in order to meet the standards of kosher-certified products. Liquid foods must adhere to strict heating regulations and meet certain temperatures to be considered kosher.
For examples, certified kosher chemicals such as kosher glycerin will have met the strict food preparation and manufacturing guidelines. The raw ingredients and paperwork connected with them will have undergone auditing and inspection by a rabbi. Certification is important as it sets out the clear standards that manufacturers must meet and indicates quality control and purity of products.
What Is a Halal-Certified Product?
Halal is an Arabic word that means what is permitted in Islam, usually used to refer to dietary instructions. Halal-certified products have been approved by a certifying body. Certification indicates that there are no prohibited or unlawful ingredients contained within the food. They would have undergone a strict certification system to ensure that they meet these standards.
The process of certified halal foods and halal-certified chemicals begins with the completion of an application form and the issuing of an ingredients list. The certifying body will then conduct checks of any ingredients or materials used, hygiene, processing techniques and any additional certification.
A plant inspection will be made to examine the various processes used in production, and recipes/formulations will be reviewed. Inspectors can also audit documents and ask questions about the supply of raw materials.
If the certification process proceeds, a quote will be issued and agreed to. A halal contract will then be established. Once the contract is signed and the fees paid, the manufacturer will be granted a halal certificate.
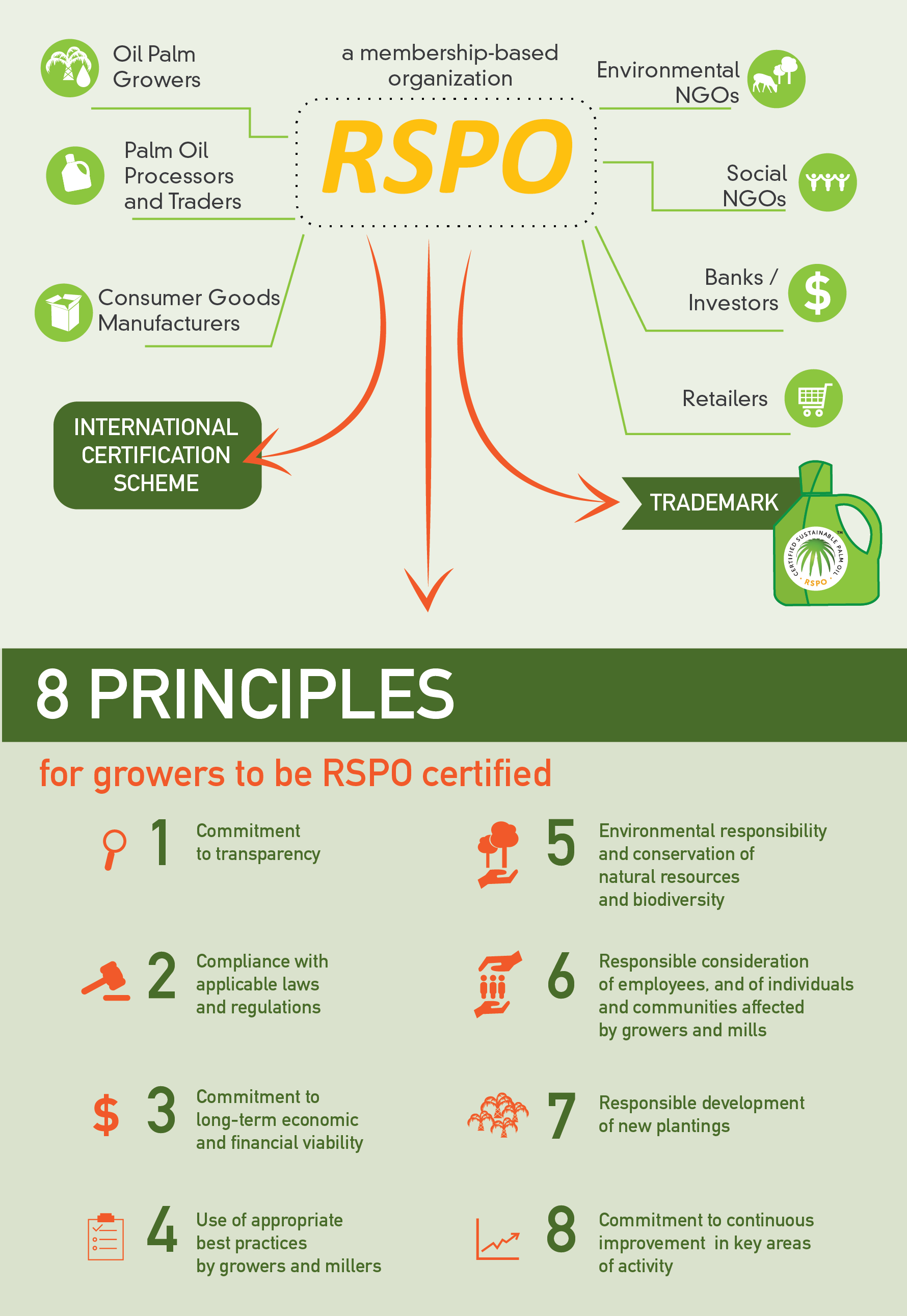
RSPO (Roundtable on Sustainable Palm Oil)

Click to Enlarge
Consumers have no way to verify that products are responsibly produced. To help answer growing global concern that products are produced without undue harm to the environment or society, RSPO Certification is a seal of approval that the palm oil used in the product is sustainable and traceable through certification of each facility along the supply chain that processes or uses the oil. Producers undergo a strict verification process by accredited certifying agencies. Check out our progress
What Is a USP-Verified Product?
USP stands for U.S. Pharmacopeial Convention. It helps to ensure that food supplements and pharmaceutical products meet the required standards for quality, strength and purity. It’s an entirely voluntary process.
For a dietary supplement to be USP verified, it must undergo an extensive series of procedures. The Pharmacopeial Convention is responsible for product testing and certification. This verification process starts with a pre-audit review. This review will look at the manufacturer’s quality system infrastructure. When this stage has been completed, an onsite audit will get underway. The audit examines every part of the manufacturing process, from the delivery of materials to the shipping processes of the completed product.
With this stage of the audit complete, quality control and documentation related to the manufacturing will be evaluated. Auditors will check that the products are being manufactured to their stated specifications, in accordance with the requirements set out by the USP and FDA.
Once the documentation review has been completed, a selection of the manufactured products will be tested. This is to ensure they contain the ingredients in the quantities stated on the labels and that the products are as described.
When a product is deemed to meet all the required standards, it will receive USP verification. A USP-verification mark on a product indicates that it includes the ingredients in the quantities stated and that it’s free from contaminants. It also shows that it meets the requirements for the FDA’s Good Manufacturing Practices. Checks and reviews are made by the USP on an annual basis.
The USP verification is essential to consumer confidence, as it means a buyer of a product can be assured the product has been tested for safety and contaminants. The thorough assessment of all stages of the manufacturing process provides an assurance that the products are manufactured in a safe environment. The USP-verified mark also assures consumers that the information included on the product/labeling isn’t misleading, and when the supplement is taken, it will dissolve properly in the body. However, verification doesn’t cover the effectiveness of a product for specific health conditions or that it will provide health benefits.
HACCP – Hazard Analysis Critical Control Point
Under this certification, food safety is assessed throughout every stage of food production. A management system is used for several categories of food production including dairy, juice, seafood and retail-sold food. Food safety hazards are identified, evaluated and controlled according to the seven principles set out by the HACCP management system. This includes conducting a hazard analysis, the monitoring of procedures and the establishment of verification procedures.
Food safety is a common concern among consumers, and the HACCP aids in the control of food safety production in all areas of the food supply chain. Any potential hazards are identified and corrected through hazard analysis. Consumers can be assured that food suppliers adhering to HACCP hold food safety with high regard.
Good Manufacturing Practices
Good Manufacturing Practice Regulations, or GMP, is a system that ensures consistency and quality of produced and controlled products. The regulations can be legally enforced and ensure that industry sectors such as packers, manufacturers and producers are actively involved in ensuring the purity, safety and effectiveness of the items they produce.
To meet certification, companies must be able to demonstrate they have a system in place and that it complies with Good Manufacturing Practice Regulations. When an audit is deemed successful, certification can then be granted.
Being GMP-certified ensures both quality and consistency. Certification reduces the risk of contamination during manufacturing and provides consumers with the assurance that the produce is effective and safe. Failure to meet these regulations is met with stiff penalties.

GMP+ for Feed Production
The GMP+ certification was established in 1992. It sets out firm definitions for feed safety, feed manufacturing processes, storage and transportation. It also covers procedures and documentation. There are two GMP+ certifications: Food Safety Assurance and Food Safety Responsibility. The certifications act as an assurance to consumers that feed is produced, traded, stored and transported responsibly.
To reach certification, it’s necessary to first determine which GMP will be most suited to the activities a business conducts. The next step is to put a feed safety system in place. Feed safety systems come in four GMP+ standards, and they consist of procedures and policies that regulate food safety.
This process includes setting out clear instructions for production and cleaning, establishing and updating a quality manual and controlling records and record maintenance. A definition of tasks and responsibilities must also be set out. If it’s necessary, any process improvements must be made.
The next stage of certification is to find a certification body that is recognized by GMP+. It will be necessary to check if the certification body covers the entire scope of the business’s activities, as some vary on the audits they offer.
When a certification body has been selected, an audit is carried out onsite and records will undergo an assessment. If the audit is passed, the certification will be issued and uploaded to the GMP+ database.
Certified GMP+ feed acts as a quality assurance for purchasers of feed. The quality mark indicates that the feed meets all of statutory standards in the country where it was produced and that it meets international standards for feed quality.
The benefits to businesses include an improved corporate image, and the certification is viewed as a sign of reliability and responsibility. It also helps to enhance food chain uniformity and create a more efficient company structure.

ISO 9001 – Quality Management Systems
This standard sets out a clear criterion for the requirements of a quality management system. The aim of this standard is to aid efficiency and enhance customer satisfaction. Each organization is expected to set out their own quality and customer satisfaction standards. Once these have been defined, the organization strives to improve their performance in accordance with the standards it has set out.
To get started, businesses are advised to be clear on their objectives. What does the business want from IS0 9001, and how will this benefit the organization overall? It’s also suggested that top-level management are engaged with the process, as this can be integral to success.
To gain certification, Quality Management Systems must be incorporated throughout the entire business, with every member of staff aware of the role they must play and their key responsibilities. A documented Quality Manager System will need to be drawn up, which will highlight company information such as structure, staff responsibilities and necessary actions.
Businesses will also need to establish a defined system, with each department outlining their target customers. The ISO 9001 standard should be scrutinized to ensure the established system is in compliance, and if there are standards that have not been met, this should be remedied.
Effective documentation management and corrective/preventative procedures must also be clearly defined. In addition, staff must be offered the necessary training and support, and internal audits should be carried out often. An internal auditor is tasked with ensuring staff are acting in accordance with the Quality Manual, and they’ll highlight any concerns that need to be addressed.
ISO 9001 will lead to the clear identification of business objectives and could help the business recognize more business opportunities. It can also lead to improved customer service, which can in turn lead to repeat and new clients.
ISO 14001 – Environmental Monitoring and Measurement
The standards and tools defined in ISO 14001 help organizations successfully manage their environmental responsibilities.
Certification begins with an optional analysis, which examines the environmental systems already in place and how they can be improved. For many companies, the first stage will be a formal assessment that reviews the existing ISO 14001 measures and identifies if there are areas of improvement.
If it is determined that a company meets these standards, an assessment of the site and the way operations are carried out will be conducted. If they meet the criteria, the business will achieve certification.
By implementing ISO 4001 certification, senior management, staff and anyone with an interest in the company will have an assurance that the company’s environmental impact is both monitored and enhanced. Certification means customers — and anyone who trades with the company — will know the standard is being applied as it should be. It can also boost company image, reduce waste and bolster competitiveness.

OHSAS 18001 – Environmental Health and Safety
This is an international health and safety management system, which acts as a way to improve health and safety within organizations.
In order to gain certification, companies need to ensure that their health and safety management system is in accordance with the 18001 standard. This means a health and safety management system will need to be devised and a manual created. The manual can be created during an initial assessment phase, where areas that need improvement will be highlighted.
When the manual is written, it sets out all the processes, systems and standards that must be met in order to achieve OHSAS 18001. When the organization meets the standards set out in the manual, the certification will be granted.
It improves safety for employees and employers who can be confident they have rigorous health and safety standards in place. Organizations also have peace of mind that they are in compliance with their own policies. It might also assist with insurance and limit the chances of legal action should someone be injured in the workplace.
MS 1480 – Food Safety Systems
This Malaysian food safety standard helps ensure that food safety is followed in accordance with the HACCP system. The standard aims to maximize safety during all stages of the food chain. To achieve certification, a producer must identify potential food hazards in their different forms and establish control limits at any of the potential problematic areas.
Systems must then be put in place to monitor any potential hazards, or “critical control points,” and a set of guidelines must be drawn up to correct any of the problem areas. Procedures also need to be put in place to ensure the system is working as it should be, and producers must be able to demonstrate proper documentation.
If the producer meets all of these criteria during an audit, they will then be granted certification.
This certification ensures safety in every part of the supply chain. Producers who adhere to these standards also keep up to date by reviewing their safety systems to maximize food safety.
MS 1514 – Good Manufacturing Practices for Food
Manufacturers meeting this criterion have demonstrated they comply with the standards set out for good manufacturing practices and hygiene. Certification in Good Manufacturing Practices or GMP must be reached before HACCP can be put in place.
Certification begins with a questionnaire to indicate if a management system has been established. Anticipated audit dates and company information will also need to be filled out. A quotation will then be sent, and if the manufacturer decides to proceed, they can make an application.
There are two stages of audits. During the first audit, documentation assessments are carried out, and it’s established whether there has been an internal audit and management review. During the first audit, problem areas will be identified.
During stage two, current practices will be appraised to see if they meet the established standards, and problem areas will need to have been rectified. Upon a successful audit, and once recommendations have been issued and approval granted, certification can then be granted.
The Good Manufacturing Practices for Food certification indicates a manufacturer’s commitment to high standards of hygiene and improves food safety. This can enhance the way customers view the company and give senior management and employees confidence they are taking the necessary measures to protect hygiene.
C-TPAT – Customs – Trade Partnership Against Terrorism

Safeguarding the world’s vibrant trade industry from terrorists, is in everyone’s interest. The partnership develops and adopts measures that add security without damaging trade—a difficult balancing act.
As a C-TPAT partner, our role is to ensure that security measures consistent with C-TPAT security criteria are maintained, documented and verifiable throughout our international supply chains. We must also have a documented and verifiable process for the selection of business partners to ensure that they develop security procedures consistent with C-TPAT security criteria. These assessments also identify and institute enhancements and updates to our supply chain program.